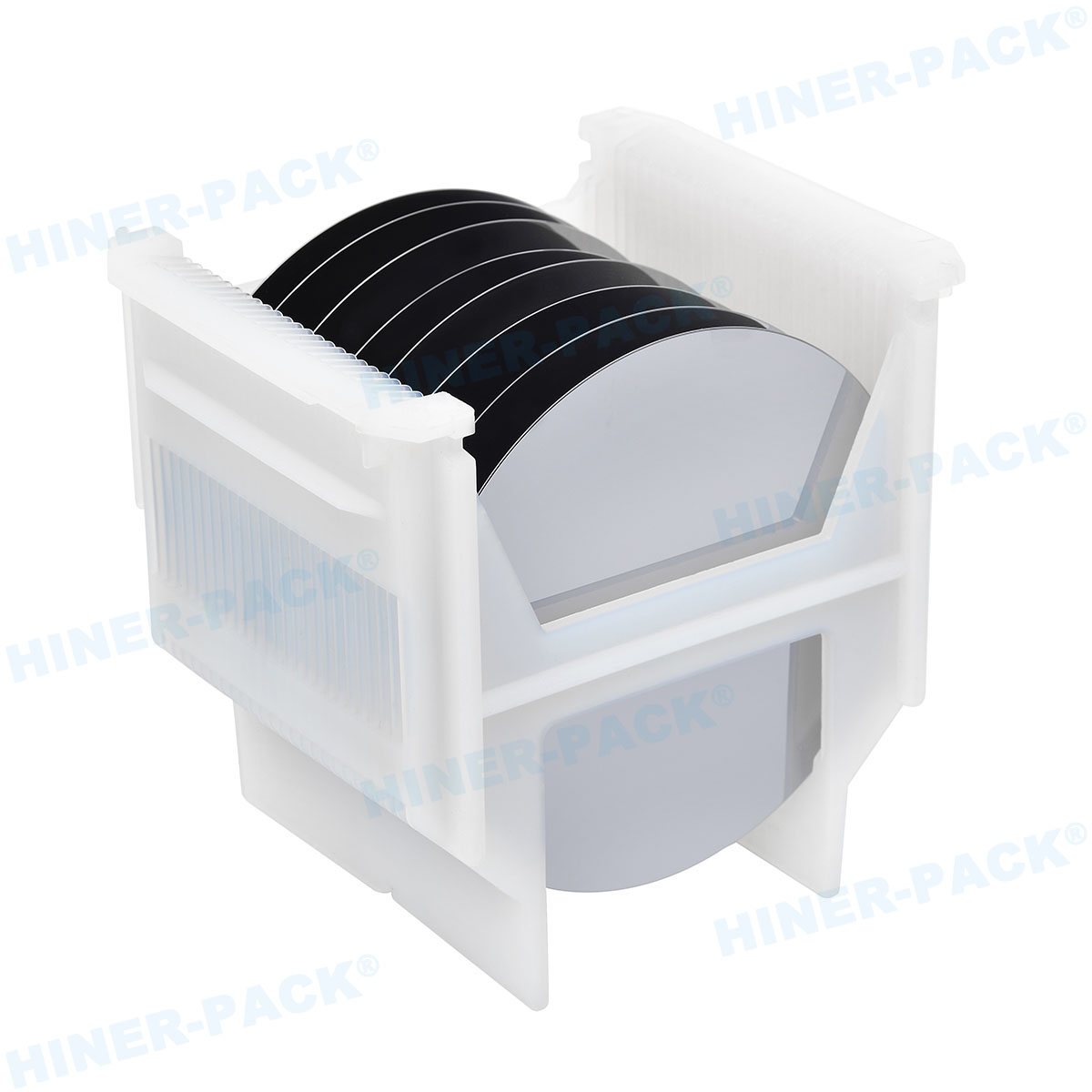
In semiconductor wafer-level packaging and die transfer processes, the
integrity of the container closure system directly impacts device safety. While
waffle pack trays and covers receive primary attention, the retention
mechanism—specifically waffle pack
clips—determines vibration resistance, stack alignment, and
particle generation during logistics. Many field failures, from wafer chipping
to contamination excursions, trace back to insufficient clip design or material
degradation.
This technical reference covers clamping force retention, latch geometry
optimization, outgassing properties, and requalification protocols for
high-reuse environments. Drawing from failure analysis reports and tooling data
from Hiner-pack, the following sections provide
engineering managers and cleanroom operators with criteria to evaluate, specify
or redesign waffle pack clips for 150mm
and 200mm wafer carriers.
1. Functional Requirements for Reliable Waffle Pack Clips
Clips serve three primary functions: maintaining compressive force between
cover and tray base, preventing relative horizontal displacement under vibration
(ISTA test profile), and allowing rapid manual or automated opening without
damage. A robust clip design must balance insertion force (≤8 N) with extraction
retention (≥25 N after 100 cycles).
Material Selection for Repeated Flexure
Most clips are integrally molded or attached as separate components. Integral
clips use the same thermoplastic as the tray (polycarbonate, ABS, or PEEK), but
require living hinge geometry. Detached clips made from polyoxymethylene (POM)
or glass-filled nylon offer higher fatigue resistance. Key parameters:
Flexural modulus >2.8 GPa to avoid creep under stack weight
Elongation at break (ASTM D638) between 15% and 40% for snap-fit
durability
Surface resistivity consistent with ESD S20.20 (10⁴ – 10¹¹ Ω/sq)
Geometric Locking Features
Standard geometries include cantilever hooks, annular snap rings, or rotating
latches. For automated handling, tapered ramps with a locking detent improve
cycle consistency. Finite element analysis (FEA) optimizes undercut depth
(0.6–1.0 mm) and engagement angle (30°–45°) to reduce insertion force spikes
while maintaining pull-out strength.
2. Industry Pain Points and Engineering Solutions
From 200+ root-cause investigations carried out by OSATs, four dominant
failure modes related to waffle pack clips have been
identified. Each comes with proven countermeasures.
Pain Point 1: Gradual Clamping Force Loss Due to Creep
Polycarbonate clips under sustained load at 60°C (e.g., truck container) lose
30–45% of original retention force after 500 hours. Solution: Specify glass-fiber reinforced PC (15-20% GF) or switch to POM clips with
integrated metal spring inserts. Hiner-pack offers a hybrid
clip design combining a POM body with a stamped stainless steel torsion spring,
maintaining >90% initial clamping force after 1000 hours at 85°C.
Pain Point 2: Particle Generation from Clip Abrasion
Repeated opening/closing causes microscopic wear debris (1-50 µm) that
settles on die surfaces. Quantified test: after 50 cycles, standard clips
generate 1200 particles ≥0.3 µm. Solution: Use low-abrasion
polymers (PTFE-blended POM) and rounded contact surfaces. Each production batch
of waffle pack clips from
Hiner-pack is verified with a 50-cycle sim transport test,
showing ≤210 particles per clip set (≥0.3 µm).
Pain Point 3: Incompatibility with Automated Detaping Equipment
Many pick-and-place systems employ vacuum end-effectors that require
consistent clip opening torque (±0.1 Nm). Variations in clip stiffness lead to
missed operations. Solution: Define torque-angle specification
(ISO 5393) and implement 100% force monitoring during assembly. Custom mold flow
simulation ensures uniform shrinkage across clips in multi-cavity tools.
Pain Point 4: Chemical Attack from Cleanroom Disinfectants
Isopropyl alcohol (IPA) and hydrogen peroxide wipes cause environmental
stress cracking (ESC) in amorphous clips. Solution: Apply a
cross-linked silicone coating (thickness 5-8 µm) or select semi-crystalline
polymers (PEEK, PPS) inherently resistant to ESC. For standard PC clips, limit
IPA exposure to <5 minutes and avoid mechanical stress during wiping.
3. Application-Specific Clip Configurations
Different wafer handling stages demand distinct clip properties. The matrix
below guides selection for maximum operational reliability.
Wafer sort (temp. 20-25°C, ESD-sensitive): Conductive
carbon-filled clips with integrated ground path. Avoid metal springs that may
cause charge accumulation.
Bake-out processes (125°C/2h for die attach curing): High-heat clips made from Torlon® (PAI) or polyetherimide (Ultem). These
withstand 200°C without force relaxation.
Air/sea freight with stack heights of 12 trays: Double-locking clips that require two-step release; eliminates accidental
opening from vibration resonance.
Cleanroom in-process storage (ISO 4): Low-outgassing clips
(SEMI F57 compliance) with smooth surfaces to prevent particle traps.
For mixed workflows, modular clip designs allow swapping clip inserts without
replacing the entire tray. Hiner-pack maintains a family of
interchangeable clips that fit std. JEDEC footprint pockets, enabling rapid
reconfiguration.
4. Comparative Testing: Standard Clips vs. Engineered Solutions
Procurement metrics that focus solely on cost overlook reliability
differences. Data from a 12-month field study at a Korean fab comparing generic
clips versus Hiner-pack’s engineered series:
Average retention force after 200 cycles: Generic: 12.2 N
(initial 26.4 N); Engineered: 24.1 N (initial 27.8 N).
Particle generation (≥0.5 µm per clip after 100 cycles): Generic: 890; Engineered: 95.
Process yield loss attributed to clip-derived
contamination: Generic: 0.31%; Engineered: 0.04%.
Automatic decapping success rate: Generic: 94.7%;
Engineered: 99.3%.
Engineered clips reduced annual consumable-related loss by $147,000 for a
medium-volume MEMS line.
5. Manufacturing Tolerances and Quality Assurance
Precision clip geometry demands strict control over injection molding
parameters. Critical dimensions include latch undercut depth (±0.02 mm), hinge
thickness (±0.01 mm), and engagement angle (±0.5°). Hiner-pack employs in-line vision systems with resolution 10 µm to reject clips exceeding
tolerance.
Process Window Validation
Each mold undergoes a design of experiments (DOE) varying melt temperature,
holding pressure, and cooling time. Optimal parameters ensure consistent
molecular orientation, reducing anisotropy-induced warpage. Clips are
batch-tested using a universal test machine (UTM) for force-displacement
profiling according to ASTM D790.
Cleanroom Packaging Protocol
Clips are washed in deionized water (18 MΩ·cm) with surfactant, dried in
HEPA-filtered ovens (Grade 100), then vacuum-sealed in ESD shielding bags.
Certificates of analysis (CoA) include particle count per MIL-STD-1246C, surface
resistivity, and outgassing results.

6. Fatigue Life Prediction and Reuse Strategy
For fabs implementing circular economy initiatives, estimating remaining
useful life of waffle pack clips prevents
unexpected failures. Recommended requalification steps:
Visual inspection under 10x magnification: reject if cracks, deformation or
flash visible.
Retention test: measure force required to open clip using digital force
gauge. Reject if <80% of original nominal value.
Surface resistivity check per ANSI/ESD STM11.11 – values outside 10⁴–10¹¹
Ω/sq indicate additive depletion or surface contamination.
Record cycles in RFID tag or barcode; replace after 150 cycles for PC clips,
300 for POM or PEEK versions.
Implementing a clip requalification protocol can reduce consumable expenses
by 35-50% while maintaining yield protection.
7. Custom Design Checklist for New Waffle Pack Clip Projects
When developing a dedicated clip for specific waffle pack dimensions, follow
this six-step verification routine:
Define open/close cycle target (50 to 500 cycles) and environmental
temperature range (0–85°C).
Measure mating recess on tray base (width, depth, radius corners).
Simulate clip insertion/retraction force using nonlinear FEA (Abaqus or
Ansys).
Conduct prototype testing with 3D-printed clips (SLA or MJF) in actual tray
assembly.
Validate cleanroom suitability: particle generation via liquid particle
counter (LPC) and outgassing per SEMI F57.
Perform pilot run of 1000 clips; monitor CPk for undercut and hinge
thickness.
Hiner-pack provides full DFM (design for manufacturing)
support, including Moldflow analysis for fill balance and cooling
uniformity.
8. Summary: Selecting Clips that Secure Silicon Value
A poorly designed clip introduces hidden failure mechanisms—progressive force
loss, abrasion particles, or electrostatic discharge—that may remain undetected
until final test. By prioritizing fatigue-resistant materials, precision
tolerances, and verified cleanroom data, semiconductor operations can eliminate
clip-related yield variations.
Engineered waffle pack clips with
documented mechanical and contamination performance represent a low-cost,
high-impact upgrade for any waffle pack logistics flow. Access technical
datasheets and sample clips for in-house testing through the manufacturer’s
engineering support team.
Frequently Asked Questions (Waffle Pack Clips)
Q1: What is the standard lifecycle (number of cycles) for
polycarbonate waffle pack clips under cleanroom
use?
A1: For standard unfilled polycarbonate clips
with proper handling (no overtightening, IPA exposure limited), typical cycle
life is 100 to 150 open/close cycles before retention force drops below
acceptable threshold (70% of initial). Filled grades (PC+15% GF) extend to
200–250 cycles. POM or PEEK clips can exceed 400 cycles. Always validate with
your supplier’s fatigue test data.
Q2: Can waffle pack clips be autoclaved for sterile applications
(medical device assembly)?
A2: Standard PC clips
are not autoclave-compatible due to hydrolysis. For medical or bio-electronics
requiring sterilization, clips made from PEEK (polyetheretherketone) or PPSU
(polyphenylsulfone) with appropriate ESD fillers survive 134°C steam cycles.
Request autoclave validation report (e.g., 50 cycles with retained mechanical
properties).
Q3: How to measure particle generation from clips without installing
a full cleanroom?
A3: Use a liquid particle counter
(LPC) method: immerse clips in ultrapure water, sonicate for 5 minutes, then
test the extraction liquid per IEST-RP-CC003.4. Compare result to your fab’s
acceptance criteria (typical: ≤300 particles ≥0.3 µm per clip set).
Q4: What is the recommended storage condition for spare waffle pack
clips?
A4: Store in original ESD shielding bags,
inside a temperature-controlled cabinet (15-30°C, <50% RH). Avoid direct
sunlight and sources of ozone. Shelf life for PC clips is 24 months; for POM
clips, 36 months. After expiration, requalify clips with force and resistivity
tests before use.
Q5: Do metal spring clips pose any risk to ESD-sensitive
devices?
A5: Bare metal springs can induce charge
or cause spark discharge if in proximity to exposed die. To mitigate, specify
fully encapsulated springs (covered by polymer) or use conductive polymer
springs with bulk resistivity <10⁴ Ω·cm. For high-reliability applications,
Hiner-pack offers overmolded stainless steel clips where metal
surfaces are completely isolated from wafer environment.
Q6: How to detect clip wear during automated decapping in a
manufacturing line?
A6: Integrate force/torque
sensors into the end-effector. Monitor peak opening force; a drop of >20%
from baseline indicates clip fatigue. Also, image recognition can inspect clip
latch position after closure – misalignment indicates deformation. Real-time SPC
alerts allow preemptive clip replacement.
Q7: Can I use the same clips for both dry nitrogen storage and vacuum
sealing?
A7: Standard clips are designed for
atmospheric pressure. Under vacuum (≤10 Torr), outgassing increases, and clips
may experience additional force due to pressure differential. Use vacuum-rated
clips with larger contact area and degassed materials (pre-baked at 85°C for
48h). Hiner-pack supplies a vacuum-compatible clip series with <0.01% TML
outgassing per ASTM E595.
To receive a sample kit of waffle pack
clips including retention force test data and particle validation, or
to discuss a custom clip mold for your tray format, contact the cleanroom
consumables engineering team now.
Submit your RFQ or request a free clip fatigue simulation: Click here for direct inquiry | Hiner-pack provides 24h technical response and 7-day prototyping for qualified
projects.