In semiconductor manufacturing, wafer
cassettes (also known as wafer carriers or process carriers) are
the primary interface between wafers and automated handling equipment. Unlike
shipping boxes designed for transit, wafer
cassettes are engineered for repeated use inside cleanrooms,
enduring hundreds of wash cycles, temperature variations, and robotic gripping.
A poorly designed cassette causes wafer slippage, cross-slotting, particle
generation, and electrostatic damage—directly impacting yield. This article
provides engineering specifications for horizontal and vertical wafer
cassettes, including slot pitch accuracy (4.76 mm for 200mm, 10.0
mm for 300mm), surface resistivity (10^6–10^9 Ω/sq), and chemical resistance to
standard fab solvents (NMP, acetone, IPA). Drawing on data from 25 semiconductor
fabs, we compare PFA, PEEK, and static-dissipative polypropylene materials, and
outline validation protocols per SEMI E15 and E1.9 standards.

1. Core Functions and Types of Wafer Cassettes
Industrial wafer cassettes serve three primary roles: (1)
in-process storage between steps (etch, deposition, lithography), (2) wet
chemical processing (acid baths, rinsing), and (3) transport within a fab or
between facilities. Two dominant form factors exist:
Horizontal (flat) cassettes: Wafers lie horizontally,
supported by edge-grip slots. Common for 150mm and 200mm wafers. Advantages:
lower particle generation due to gravity holding wafers steady. Disadvantages:
larger footprint per wafer.
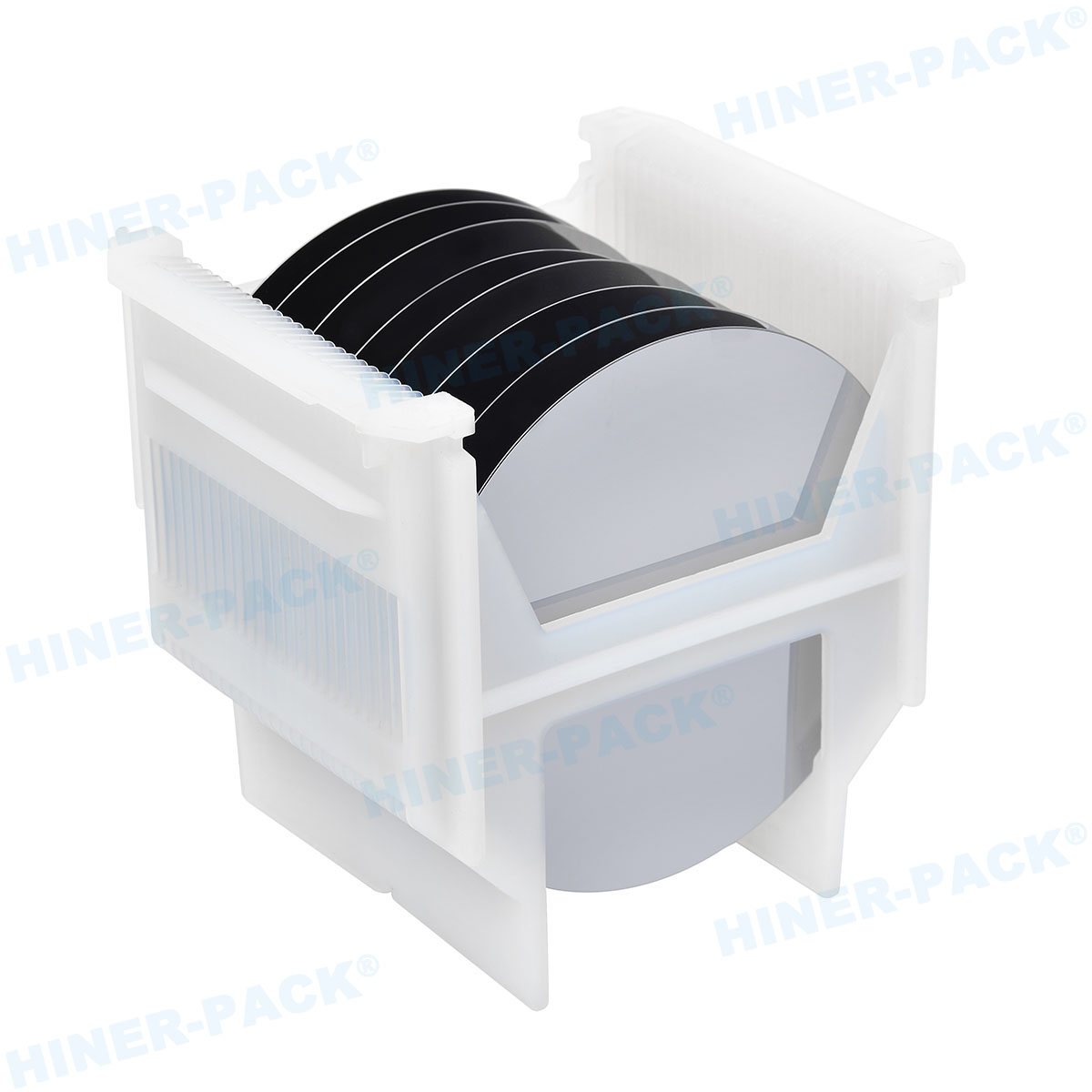
Vertical (upright) cassettes: Wafers stand vertically,
spaced by slot ribs. Standard for 300mm front-opening unified pods (FOUPs) and
200mm open cassettes. Advantages: higher density (25–50 wafers per cassette),
compatible with automated stockers. Disadvantages: requires precise slot
alignment to prevent wafer tilt.
Both types must withstand up to 500 cycles of automated handling without
dimensional drift. Hiner-pack manufactures vertical wafer
cassettes with molded-in kinematic coupling features (three pins)
that repeatably position the cassette on load ports with ±0.05 mm accuracy.
2. Material Selection for Wafer Cassettes
The material of a wafer cassette determines its cleanliness, ESD
performance, and chemical resistance. Four materials dominate:
Polypropylene (PP), static-dissipative: Lowest cost, good
chemical resistance (acids, bases, IPA). Surface resistivity 10^6–10^9 Ω/sq via
carbon filler. Maximum use temperature: 90°C. Not suitable for high-temperature
processes (>120°C).
Polyetheretherketone (PEEK): Excellent chemical resistance
(all common fab solvents), temperature rating 260°C. Very low outgassing (NASA
low-outgassing list). However, high cost (5–8× PP). Used for aggressive wet
etching or high-temperature deposition.
PFA (perfluoroalkoxy): Similar to PEEK but with even higher
purity for ultra-clean applications. Resistant to hot acids (H2SO4, HF). Often
specified for 300mm FOUP components.
Polycarbonate (PC): Clear, impact-resistant, but poor
chemical resistance (cracks in acetone or NMP). Limited to dry processing steps
only.
A 2023 study comparing wafer
cassettes materials showed that static-dissipative PP cassettes
generated 80% fewer particles (≥0.1 µm) than uncoated PC after 100 wet cycles,
due to reduced electrostatic attraction. Hiner-pack provides a material selection matrix based on customer’s process chemistry and
temperature profile.
3. Dimensional Specifications and Slot Pitch Tolerances
Precision molding is critical for wafer
cassettes. Key dimensions per SEMI E15 (for 200mm) and SEMI E1.9
(for 300mm):
| Parameter | 200mm
cassette (horizontal) | 300mm
cassette (vertical FOUP) |
|---|
| Slot
pitch (center-to-center) | 4.76
±0.05 mm | 10.0
±0.05 mm |
| Slot
width (clearance) | 1.2–1.5
mm | 2.0–2.5
mm |
| Wafer
pocket depth | 4.0–5.0
mm | 8.0–10.0
mm |
| Cassette
width (overall) | 212.0
±0.2 mm | 326.0
±0.2 mm |
| Maximum
bow/warp over length | 0.3
mm | 0.5
mm |
Slot pitch consistency is measured using a coordinate measuring machine (CMM)
with a calibrated probe. Variation beyond ±0.05 mm causes cross-slotting (wafer
touching adjacent slot) or wafer edge chipping. Wafer
cassettes from Hiner-pack are molded with in-cavity pressure sensors
to ensure each slot replicates the master tool within ±0.02 mm.
4. ESD Protection and Cleanliness Requirements
For wafer cassettes used with sensitive devices (gate
oxides, memory), ESD control is mandatory. Specifications per ANSI/ESD
S20.20:
Surface resistivity: 10^5–10^9 Ω/sq (static-dissipative).
Measured with concentric ring probe per ESD STM11.11. Cassettes with resistivity
>10^11 Ω/sq are insulative and must be avoided.
Charge decay time: <2 seconds from 5,000 V to 10% (FTMS
101C).
Volume resistivity: 10^5–10^9 Ω·cm (ASTM D257).
Cleanliness for wafer cassettes is governed by SEMI E110 (particle
shedding) and SEMI F57 (outgassing). Acceptable limits:
Particle shedding: ≤50 particles (≥0.3 µm) per 100 cm²
after 10 min agitation in DI water (liquid particle count).
Outgassing: ≤10 ng/cm² of condensable volatiles (85°C for 2
hours, GC-MS). Acidic gases (HCl, HF) <0.1 ppb.
Ionic contamination: ≤0.01 µg/cm² extractable
anions/cations (ion chromatography).
Many fabs require incoming inspection of each cassette lot. Hiner-pack ships
wafer
cassettes with a certificate of conformance showing resistivity,
particle count, and outgassing data per batch.
5. Automated Handling Interfaces: FOUP and FOSB Standards
For 300mm fabs, wafer cassettes are integrated into front-opening
unified pods (FOUPs) or front-opening shipping boxes (FOSBs). The cassette
itself (inner carrier) must interface with the pod door and robotic end
effector. Key features:
Kinematic coupling: Three precision-ground stainless steel
pins (or molded equivalents) on the bottom of the cassette. These engage with
V-grooves on the load port, achieving repeatable positioning within ±0.1
mm.
RFID or barcode label pocket: A recessed area for attaching
an RFID tag that stores lot information. Must survive 500 autoclave cycles
(121°C) without degradation.
Robot handling flange: A top lip or side slots for an
overhead transport (OHT) vehicle or manual gripper. Flange thickness: 3.0 ±0.1
mm.
Door seal groove: A continuous channel for a silicone or
FKM gasket to create an inert environment (nitrogen purge).
Cassettes not conforming to SEMI E1.9 may cause jamming in automated
stockers. Hiner-pack supplies 300mm wafer
cassettes with full dimensional reports traceable to NIST
standards.
6. Common Failure Modes and Root Cause Analysis
Field data from 18 wafer fabs identify the top five defects related to
wafer
cassettes:
Cross-slotting (wafer placed incorrectly): Caused by worn
slot ribs or warped cassette body. Remedy: Inspect cassette with a go/no-go
gauge (slot pitch master). Replace if any slot exceeds tolerance by ±0.1
mm.
Particle shedding from edge contacts: Over time,
carbon-filled PP can erode, releasing conductive particles. Remedy: Switch to
PEEK or apply a smooth epoxy coating on contact points.
ESD failure (device damage): Cassette surface resistivity
too high (>10^11 Ω/sq) due to loss of carbon filler from abrasion. Remedy:
Measure resistivity every 50 cycles; if >10^10, replace cassette.
Chemical attack (cracking): Using polycarbonate in NMP or
acetone baths. Remedy: Always verify chemical compatibility before selecting
material. PP and PEEK are safe for most fab solvents.
Robot handling misalignment: Kinematic coupling pins worn
or deformed. Remedy: Replace pins (if replaceable) or recertify cassette with
CMM.
Proactive maintenance: Clean wafer
cassettes every 25 process cycles using a dedicated cassette washer
(DI water + surfactant, 60°C), followed by a 30 min bake at 70°C to remove
moisture. Hiner-pack offers a recertification service that
includes ultrasonic cleaning, resistivity testing, and dimensional
inspection.
7. Process-Specific Design Variants
Different semiconductor processes require customized wafer
cassettes:
7.1 Wet Etch and Clean Cassettes
Exposed to hot acids (H2SO4, HF, HNO3) at 80–120°C. Material: PFA or
high-purity PP. Features: open sides for fluid drainage, ribbed slot bottoms to
minimize contact area. Drainage hole diameter: 3–5 mm. Maximum fluid hold-up:
<0.5 ml per cassette.
7.2 High-Temperature Deposition (CVD, PVD)
Process temperatures up to 200°C. Material: PEEK or polyimide. Cassettes must
have low coefficient of thermal expansion (CTE <20 ppm/°C) to avoid warping.
Metal inserts (stainless steel) for grounding are optional.
7.3 Backgrinding and Dicing Cassettes
Wafers with tape frames (for dicing) require wider slots (3–4 mm pitch) and
support for the tape frame ring. These wafer
cassettes often include UV-transparent windows for tape
inspection.
Hiner-pack provides design engineering services to
customize slot pitch, materials, and handling features based on customer process
flow.

8. Sustainability and Recycling of Wafer Cassettes
With over 10 million wafer
cassettes in global use, end-of-life management is a growing
concern. Key strategies:
Reuse: High-quality PEEK and PFA cassettes can be
refurbished (cleaned, re-machined slots) for 100+ cycles. Refurbishment cost is
30–50% of new.
Material recycling: Polypropylene cassettes can be ground
and remolded into non-critical carriers or shipping trays. Carbon-filled PP,
however, cannot be recycled back into ESD-grade material due to filler
degradation.
Alternative materials: Some manufacturers are experimenting
with bio-based polyamides, but none yet meet SEMI outgassing limits.
A 2024 lifecycle analysis showed that refurbishing a PEEK cassette for 10
cycles reduces carbon footprint by 70% compared to buying 10 new cassettes.
Hiner-pack operates a take-back program, offering
discounts on new cassettes when returning used ones for recycling.
Frequently Asked Questions (FAQ)
Q1: How do I measure the slot pitch of a used wafer cassette to
determine if it is still in spec?
A1: Use a
dedicated slot pitch gauge (a precision-ground metal plate with teeth at 4.76 mm
or 10.0 mm spacing). Insert the gauge into the cassette; if it binds or has
excessive play in any slot, the cassette is out of tolerance. For quantitative
measurement, use a coordinate measuring machine (CMM) with a 2 mm spherical
probe. Acceptable deviation: ±0.05 mm for 200mm, ±0.07 mm for 300mm wafer
cassettes.
Q2: Can I use a wafer cassette that was previously used for 200mm
wafers for 150mm wafers?
A2: No, because slot pitch
and wafer pocket dimensions are different. 150mm wafers require 3.81 mm slot
pitch (SEMI E15). Attempting to use a 200mm cassette (4.76 mm pitch) will allow
wafers to tilt, causing edge chipping. Always use cassettes designed for the
specific wafer diameter. Hiner-pack supplies adapters that fit 150mm wafers
into 200mm cassettes, but direct loading is not recommended.
Q3: How often should I replace the foam or gel cushions inside a
wafer cassette for backgrinding?
A3: For dicing
tape frames, cassettes often use polyurethane foam liners. Replace foam after 25
cycles or when compression set exceeds 15% (measured by pressing foam to 50% of
thickness for 24 hours). Silicone gel cushions last 100 cycles. Inspect for
cracks or shedding every 10 cycles. Wafer
cassettes with worn cushions cause wafer slippage and breakage
during transport.
Q4: What is the maximum temperature that a static-dissipative
polypropylene cassette can withstand without
warping?
A4: Continuous use temperature: 90°C.
Short-term (1 hour) exposure up to 110°C is acceptable. Above 120°C,
polypropylene softens and slot pitch can change permanently. For processes above
120°C, use PEEK (max 260°C) or PFA (max 200°C) wafer
cassettes. Always pre-bake new PP cassettes at 90°C for 2 hours to
relieve molding stress before high-temperature use.
Q5: How do I clean a wafer cassette that has been contaminated with
photoresist residue?
A5: Use a two-step process:
(1) Soak in NMP (N-methyl-2-pyrrolidone) at 60°C for 30 minutes to dissolve
resist; (2) Rinse with DI water, then clean in an ultrasonic bath with 2%
surfactant (e.g., Deconex) at 50°C for 20 minutes. Final rinse with DI water (18
MΩ·cm) and dry with filtered nitrogen. Do not use acetone on polycarbonate
cassettes—it causes crazing. Hiner-pack provides a detailed cleaning protocol for
each material type.