After wafer dicing, individual die are held together by a flexible adhesive film mounted on a rigid support – the wafer flex frame ring. This component (also known as a dicing frame, wafer mount ring, or expansion ring) provides structural integrity during wafer sawing, die pickup, and transport. Its dimensional accuracy, flatness, and surface finish directly influence die shift, chipping, and yield loss. This article examines the engineering parameters of wafer flex frame ring systems, including material options (stainless steel versus PET/PC), critical tolerances, cleaning protocols, and compatibility with automated die sorters. As a supplier of complete wafer handling solutions, Hiner-pack provides certified wafer flex frame ring products compliant with SEMI G69 and G76 standards.

1. Role of the Wafer Flex Frame Ring in Back-End Processing
The wafer flex frame ring serves three primary functions in semiconductor assembly and test (OSAT) facilities:
Film support during dicing: The wafer is laminated onto a dicing tape stretched across the ring. The ring holds the tape under uniform tension, preventing the wafer from shifting during high-speed sawing (30,000–60,000 rpm).
Die expansion after dicing: After the wafer is fully diced, the ring is placed on an expander tool that pushes upward on the tape’s center, increasing die-to-die gap from 30–50 µm to 200–500 µm. This facilitates automated pickup by collets.
Transport and storage of diced wafers: The ring (with tape and die) is inserted into a wafer flex frame ring shipper or a JEDEC tray for movement between dicing, inspection, and die bond stations.
A poorly manufactured ring introduces warpage, burrs, or dimensional errors that cause tape tearing, die collision, or misalignment in pick-and-place equipment.
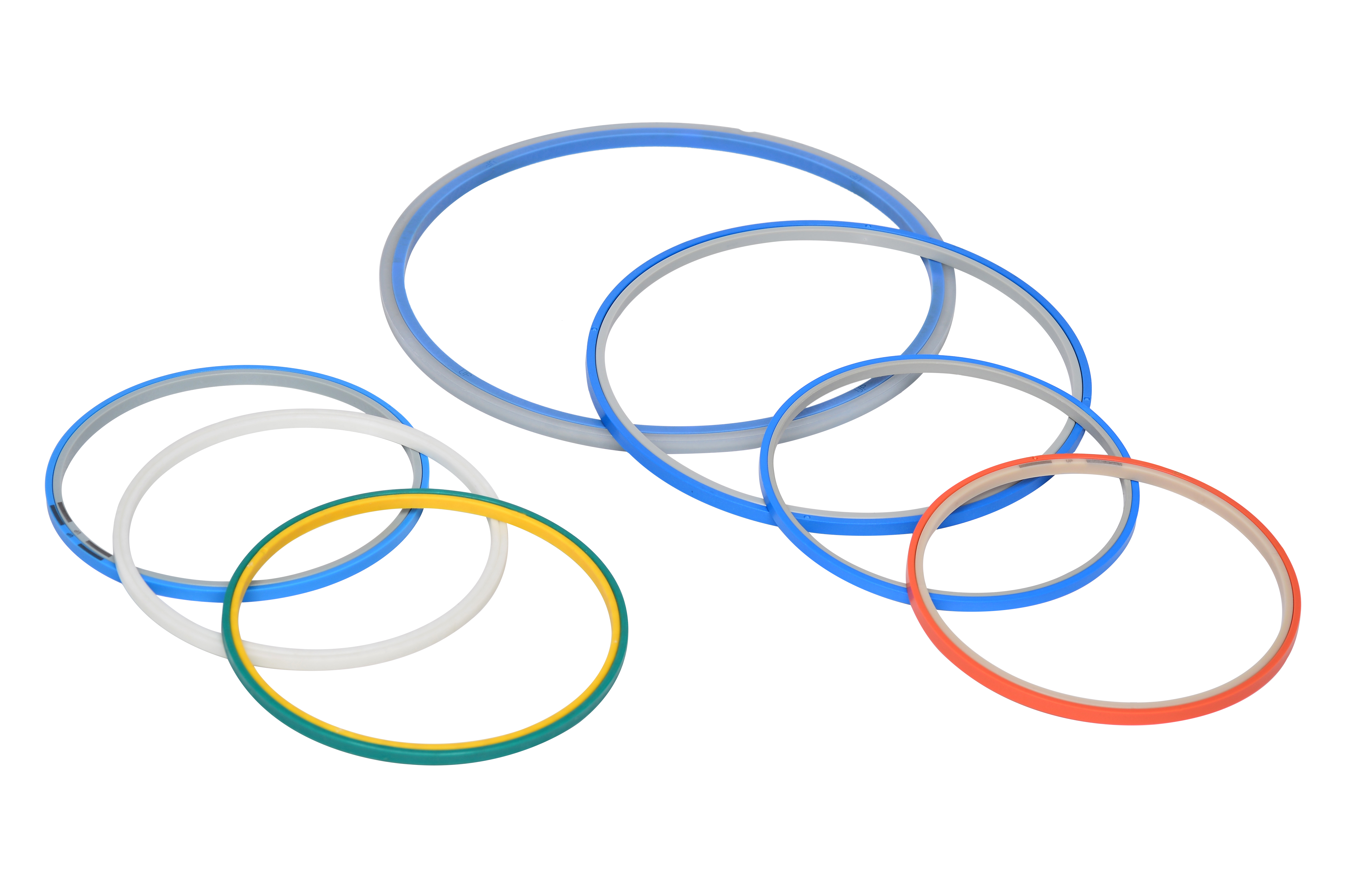
2. Materials for Wafer Flex Frame Rings: Metal vs. Polymer
Two material families dominate the market: stainless steel (SUS304, SUS430) and engineering polymers (PET, PC, PEEK). Each has trade-offs in rigidity, weight, cleanroom compatibility, and cost.
2.1 Stainless Steel Wafer Flex Frame Ring
Steel rings are the historical standard for 8-inch (200mm) and 12-inch (300mm) wafers. Key characteristics:
Flatness: Typically ≤ 0.2 mm across the ring diameter (measured on a granite surface plate). This is critical to ensure uniform tape tension. Steel’s high modulus (200 GPa) maintains flatness under clamping force.
Surface finish: Ra ≤ 0.8 µm (ground and passivated). A rough surface can damage the dicing tape adhesive; a mirror finish may cause tape slip. Hiner-pack’s wafer flex frame ring uses a 320-grit brushed finish for optimal adhesion.
Corrosion resistance: SUS304 (18% Cr, 8% Ni) withstands DI water and mild detergents. However, exposure to acidic dicing coolants (pH 5-6) may cause staining; SUS316 is specified for harsh chemistries.
Reusability: Steel rings can be cleaned and reused 100–200 times if properly handled. Each cleaning cycle reduces flatness by approximately 0.002 mm due to stress relief.
2.2 Polymer Wafer Flex Frame Ring (PET / PC)
For lightweight, single-use or low-volume applications, polymer rings offer advantages:
Weight: A 300mm polymer ring weighs 45–60g versus 180–220g for steel. This reduces shipping costs and manual handling fatigue.
ESD safety: Carbon-filled PET achieves surface resistivity 10⁶–10⁹ Ω/sq, eliminating the need for separate ESD grounding.
Dimensional stability: Polymer rings have a coefficient of thermal expansion (CTE) of 60–80 ppm/°C versus 17 ppm/°C for steel. In warm environments (35°C), a PET ring expands by 0.15 mm, which may exceed die sorter tolerances (±0.05 mm). For high-temperature processes (e.g., die attach cure at 150°C), steel is mandatory.
Cost: A molded polymer wafer flex frame ring costs $3–$8 each (volume 10k+) compared to $25–$45 for a machined steel ring.
Hiner-pack supplies both steel and polymer variants, with clear recommendations based on process temperature and reuse frequency.
3. Dimensional Standards and Tolerances
Semiconductor equipment manufacturers (Disco, Tokyo Seimitsu, ASM) adhere to SEMI G69 (Dimensions for Wafer Mounting Rings). Critical parameters for a wafer flex frame ring include:
Outer diameter (OD): 200mm systems: OD = 244.0 ±0.2 mm; 300mm systems: OD = 370.0 ±0.2 mm. This interfaces with wafer mounter chucks.
Inner diameter (ID): 200mm: ID = 200.0 ±0.1 mm; 300mm: ID = 300.0 ±0.1 mm. The ID must clear the wafer edge with a 0.5–1.0 mm radial gap to avoid contact.
Thickness: Typically 1.5 ±0.05 mm for steel; 2.0 ±0.1 mm for polymer. Thinner rings flex during expansion, causing uneven die separation.
Flatness (total indicator runout): ≤0.1 mm for steel, ≤0.2 mm for polymer when measured on a flat plate under 10 N load.
Burr height: On punched holes (if any), burrs must be < 0.05 mm to prevent tape puncture. Hiner-pack’s wafer flex frame ring undergoes a deburring and electropolishing step.
All rings are verified using a coordinate measuring machine (CMM) and a surface plate. A certificate of compliance is provided per batch.
4. Compatibility with Dicing Tapes and Expander Tools
The interaction between the ring and the UV or non-UV dicing tape is critical. Tape manufacturers (Lintec, Furukawa, Nitto) specify ring surface roughness and edge radius. Typical requirements:
Edge profile: The inner and outer edges of the wafer flex frame ring must have a radius of 0.2–0.5 mm (no sharp corners). Sharp edges cut into the tape’s adhesive layer, causing delamination during expansion.
Adhesive contact area: The ring’s top surface (where tape adheres) should have a roughness Ra 0.4–1.6 µm. Too smooth (<0.2 µm) reduces adhesion; too rough (>2.0 µm) creates air pockets that expand during vacuum mounting.
Vacuum groove: Many wafer mounters use vacuum to flatten the tape before pressing onto the ring. Therefore, the ring’s bottom surface may have concentric grooves (0.5 mm wide, 0.2 mm deep) for vacuum distribution. Hiner-pack offers custom grooving on stainless steel rings.
Expander tools (e.g., Disco DFE Series, Ultra Tec) clamp the ring’s outer edge and push a cone upward. The ring’s OD must match the tool’s chuck within ±0.1 mm. If the OD is too small, the ring may slip; if too large, it won’t seat. Always verify expander model before ordering a wafer flex frame ring.
5. Cleaning and Reuse of Wafer Flex Frame Rings
To maximize return on investment, many fabs clean and reuse steel rings. However, improper cleaning introduces particles or corrodes the surface. Recommended procedure per SEMI E49:
Initial rinse: Use DI water at 40°C to remove dicing residue (silicon dust, metal fragments).
Ultrasonic cleaning: Immerse in a 2% alkaline detergent (pH 9-10) for 10 minutes at 50°C. Do not exceed 60°C to avoid tempering effects in steel.
Rinse and dry: Three DI water rinses, then blow dry with filtered nitrogen (0.01 µm).
Inspection: Check for pitting or scratches under 10x magnification. Reject rings with any visible corrosion.
Each cleaning cycle removes approximately 0.5–1.0 µm of surface material. After 100 cycles, the ring’s thickness may reduce by 0.05–0.1 mm, affecting expander clamping. Therefore, Hiner-pack recommends recertification after 80 cycles. For polymer rings, reuse is not economical – they are single-use.

6. Common Failure Modes and Prevention
Field data from high-volume assembly plants show three frequent issues related to wafer flex frame ring quality:
Wafer edge chipping: Caused by ring ID burrs contacting the wafer during mounting. Prevention: specify electropolished or deburred edges. Hiner-pack inspects every ring with a profilometer.
Uneven die expansion: The ring’s flatness deviation >0.15 mm leads to tape tension variation. Die at the high side separate more than those at the low side, causing pickup errors. Prevention: request flatness certification and store rings in a flat stack (not on their edges).
Tape lift-off during dicing: Occurs when ring surface roughness is too low (Ra < 0.2 µm) or when the ring has oily residues. Prevention: clean rings with acetone-free solvent and measure surface energy (dyne level ≥ 38 mN/m).
7. Selecting the Right Wafer Flex Frame Ring for Your Process
To choose between steel, polymer, or coated rings, answer these four questions:
What is the process temperature? Above 80°C (e.g., die attach film cure), use steel only. Below 60°C, polymer is acceptable.
How many reuse cycles? Over 20 cycles → steel. Less than 5 cycles → polymer may be cheaper even with single use.
Is ESD a concern? For sensitive devices (GaAs, InP), use polymer with carbon filler or apply a conductive coating on steel rings.
What expander tool model? Provide OD and thickness specifications from the tool manual. Hiner-pack maintains a library of over 50 expander interfaces.
Hiner-pack offers a compatibility check service – send your expander make/model and we will recommend the exact wafer flex frame ring part number.
Frequently Asked Questions (FAQ) About Wafer Flex Frame Rings
Q1: What is the difference between a wafer flex frame ring and a
standard wafer ring?
A1: The term “wafer flex frame ring”
specifically refers to rings designed to flex slightly during die expansion –
typically polymer or thin steel (≤1.5 mm) with a specific elastic modulus.
Standard rigid rings (e.g., 2.0 mm steel) are used only for wafer mounting and
dicing, not expansion. Always confirm with your expander tool’s allowable ring
deflection.
Q2: Can I use a stainless steel wafer flex frame ring for UV tape
processing?
A2: Yes, stainless steel is fully compatible with UV
tapes. However, ensure the ring surface is free of reflective coating that might
interfere with UV curing. A matte finish (Ra 0.8–1.2 µm) is recommended.
Hiner-pack’s steel rings are passivated to a satin finish that does not scatter
UV light.
Q3: How do I measure flatness of a used wafer flex frame
ring?
A3: Place the ring on a certified granite surface plate (grade
AA). Use a dial indicator mounted on a height stand. Measure at four points (0°,
90°, 180°, 270°) at the ring’s mid-radius. The total variation (max – min)
should be ≤0.15 mm for steel, ≤0.25 mm for polymer. Hiner-pack provides free
flatness checks for customers.
Q4: What is the typical lead time for custom-sized wafer flex frame
rings?
A4: For non-standard OD/ID (e.g., 150mm or 250mm), custom
steel rings take 4–6 weeks including tooling (laser cutting or stamping).
Polymer rings require injection molding tooling (8–12 weeks, $3k–$5k mold cost).
For prototyping, Hiner-pack can machine polymer rings from sheet stock in 5–7
days.
Q5: Can a wafer flex frame ring be repaired if it has minor
scratches?
A5: Superficial scratches (depth <0.03 mm) that do not
affect flatness can be polished out using 800-grit abrasive cloth followed by
electropolishing. However, scratches through the adhesive contact area may cause
tape delamination – such rings should be rejected. Hiner-pack offers a
refurbishment service for steel rings at $4–$6 per ring (minimum 50 pieces).
Q6: Are there ESD-safe wafer flex frame rings for sensitive GaN
wafers?
A6: Yes. For high-electron-mobility transistors (HEMTs) on
SiC, use a carbon-filled PET ring (surface resistivity 10⁵–10⁷ Ω/sq) or a
stainless steel ring with a nickel-boron conductive coating. Avoid standard
anodized aluminum rings which can generate triboelectric charges. Hiner-pack’s
wafer flex frame ring series includes ESD-safe polymer variants
with certificate of resistivity.
Need Reliable Wafer Flex Frame Rings for Your Back-End Line?
Choosing the correct wafer flex frame ring reduces die shift, prevents tape tearing, and improves die attach yield. Hiner-pack provides fully documented rings with flatness certificates, material traceability, and compatibility testing for Disco, Tokyo Seimitsu, ASM, and other expanders. Whether you need high-volume stainless steel rings or single-use PET frames, our engineering team will recommend the optimal solution based on your die size, tape type, and throughput requirements.
Send your inquiry today – include wafer diameter, expander model, estimated monthly usage, and any cleanroom class requirements. We will respond within 24 hours with a datasheet, sample pricing, and a free flatness verification for existing rings. For urgent needs, we maintain a stock of standard 8-inch and 12-inch steel rings ready to ship.
Request a quote for wafer flex frame rings from Hiner-pack – references available from leading OSATs and IDMs.